







图片可点击放大
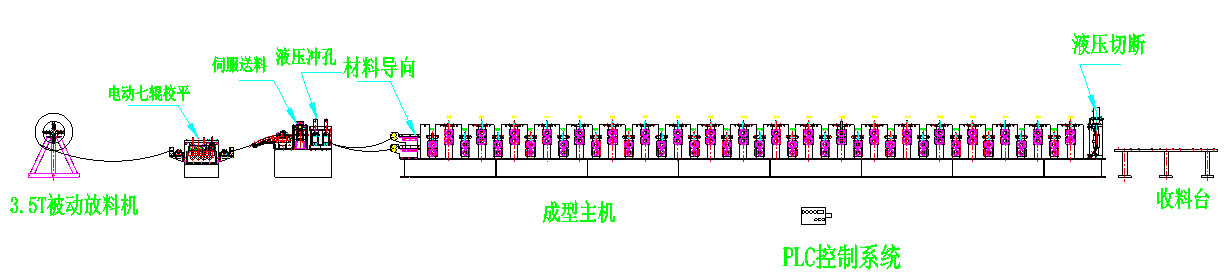
1、无动力放料架
1.1内涨式,载重4 T
1.2内径涨缩范围:470-520mm,外径:600mm(钢卷宽度)
1.3内径涨缩方式:手动收缩涨紧
1.4放料方式:被动放料
2、电动七辊校平装置
A.校平装置
2.1 工作棍数:七辊
2.2校平辊轮排布:上3/下4
2.3校平辊直径:80mm
2.4校平辊材质:校平辊经调质、镀铬处理后其刚性、表面粗糙度等机械性能大大提高;其由夹送辊及校平辊组成,夹送辊可单独调整,校平上辊采用整体结构,前后设两个调整点,可形成一定的倾斜角度,便于提高校平质量。校平机入料端带有一对导向平辊及两对导向立辊,导向立辊可对中移动及同时移动。手轮调整,带刻度,方便对中。
2.5校平圈料范围:最大料宽300mm
2.6可校平材料厚度范围:1.0-2.5mm
2.7电机功率:4.0KW
2.8校平速度:4-10米/分钟
3、伺服送料装置
由伺服送料机和伺服控制系统组成,和PLC控制系统一起,实现精准送料的功能。
采用进口的安川伺服电机和伺服控制器,保证送料精度和耐用性。伺服送料机采用气动夹紧、放松的方式步进送料,送料精度可以达到0.3mm。通过触摸屏可以在伺服控制系统中输入需要送料的组数和具体长度,由供方根据用户的板型变化,预先写入程序,只需选定需要制作的板型即可,如用户需要制作特定的板型,用户只需输入具体输入即可。
我们在设计伺服控制系统时,会在程序中写入控制长度的组,组中的数字是可以由用户输入和修改的,如高度为200、宽度为150,即可在伺服控制系统中输入(触摸屏)。可以同时输入数十组数据,即在同一个大项下可以设定长度和高度、缺口的大小、间距、缺口 的数量,按保存,以后换型只需要调用即可,无须重新输入(也可以更改数据)。
伺服送料机参数:
A、材料宽度:0-300mm
B、材料厚度: 1.5-3.0mm
C、送料长度:0-9999mm (送料组数:根据冲孔的数量编写程序)
D、操作方式:触摸屏 (触摸屏输入数据)
E、 放松方式:气动 (送料形式:采用气动夹紧和放松的方式实现材料)
F、气动元件:亚德客
G、 送料马达功率:日本安川 3 KW ( 日本安川品牌 功率3 KW)
H、控制器:安川伺服控制器
I、滚轮材质:40鉻热处理HRC60 表面镀硬絡处理
J、采用伺服电机驱动,多段式送料。自动感应启动系统与液压冲孔装置联动。PLC写入程序,伺服控制器控制。
4、冲孔装置
4.1 功能:冲货架底部和腰部的连接孔。
4.2 结构:采用1套冲孔工位,液压驱动,由伺服送料定长,到达设定距离时自动冲孔,液压缸动作带动冲孔模具自动冲压。
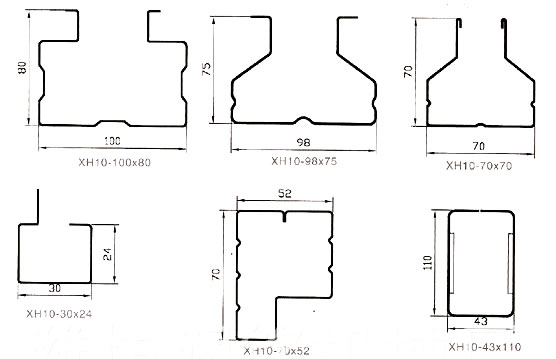
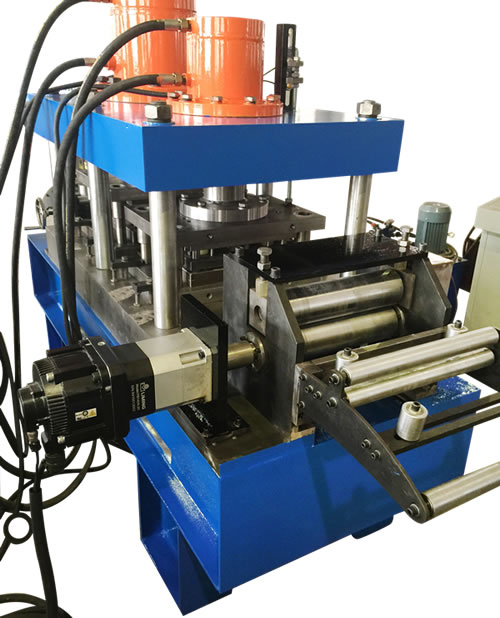
5、成型主机
5.1 成型机架:上下各20道成型 外加多道辅助成型辊
5.2 板材厚度:1.0-2.5mm
5.3 成型速度:主机速度:8-12米/分钟
生产线速度:4-8米/分钟(含冲孔和切断)
5.4 轧辊材质:采用GCr15,整体淬火处理,硬度HRC56-62℃
5.5 电机功率:15KW 电机配摆线针轮减速机
5.6 墙板:采用25MM A3钢板
5.9轧辊模具成型工艺由接受过专业培训的、经验丰富的专业人员用德国进口软件COPRA设计、审核,并经过FEA分析。轧辊采用组合结构,速差及成型阻力小,对钢板表面磨损小。最后水平辊安装,装拆调试方便快捷。一套轧辊可完成货架立柱板型的成型,无需更换模具。
6、液压切断
6.1 切断方式:液压切断,独立的液压站,保证切断速度,独特的切断刀具设计,可以保证型材的毛刺、变形量降到最低。
6.2 切断刀片:Cr12,淬火处理 硬度可达HRC56-58度
7、 液压泵站
7.1 本条生产线共有2个液压站:负责冲孔的液压站功率:22KW
负责切断的液压站功率:5.5KW
液压站采用无锡万盛液压,配件采用北京华德液压配件,无漏油、供油不足现象。
8.收料台:滚轮式
8.1形式:型钢焊接结构,无动力托架。
8.2功能与结构:切断后的板材的出料,到位后人工下料。由型钢(方管)、无动力滚筒装配、焊接而成,起到成品托料作用。
8.3数量:共2节,每节3m。
9、电器控制系统
9.1 整线采用进口PLC控制,液晶显示触摸屏,人机界面。实现人与PLC的交互。操作人员通过设定的程序自动运行(可编程控制)并对控制过程进行监控,实现操作人员控制生产线和修改控制参数,并可实时监控设备运行状态,运行参数和故障指示等。 制件长度数字设定,制件长度可调整。实时监控设备运行状态和故障指示.
9.2 操作方式:有手动/自动两种。具有手动、自动切换功能:在手动状态下,能进行单机运行,方便维修;在自动状态下,进行全线生产运行,顺序启动;全线设有急停按钮,易于处理紧急事故,保证设备和操作人员安全。
10、主要元器件品牌
本条生产线共有PLC控制系统和伺服控制系统两个系统,分别装在两个电器柜中。
PLC控制系统主要控制整条生产线的连动、调速、冲孔、急停等。伺服控制系统主要负责送料长度和组数。
PLC控制系统: Panasonic松下品牌
变频器: Yaskawa 安川品牌
编码器:Omron欧姆龙
伺服电机:Yaskawa 安川品牌
其他元器件均为施耐德品牌。
11、设备其他参数:
11.1控制精度:任何长度小于1.5 mm 其他尺寸精度为0.5mm
12.2 链条规格:1.2寸单排
12.3装机容量:约45KW
11.3设备外形尺寸:主机尺寸:13M*1.2M*1.7M
生产线尺寸:30M*2.5M*1.7M(占地尺寸)
11.4设备重量:
主机:18吨
生产线:22吨
11.5电源电压:380V
11.6 轴承:全部采用哈尔滨轴承或者洛阳轴承
11.7 安全防护:全线设有急停按钮,易于处理紧急事故,保证设备和操作人员安全。在链条与齿轮等易造成工作人员损伤的传动部分盖有防护罩,保证工人安全。
 版权所有:澳门新莆京游戏大厅 2016 技术支持:华商科技
版权所有:澳门新莆京游戏大厅 2016 技术支持:华商科技
地址:无锡锡山区锡北镇泾华路
联系人:杨明
电话:15261558758
电话:0510-83798348
传真:0510-83798348
邮箱:ym4456@163.com